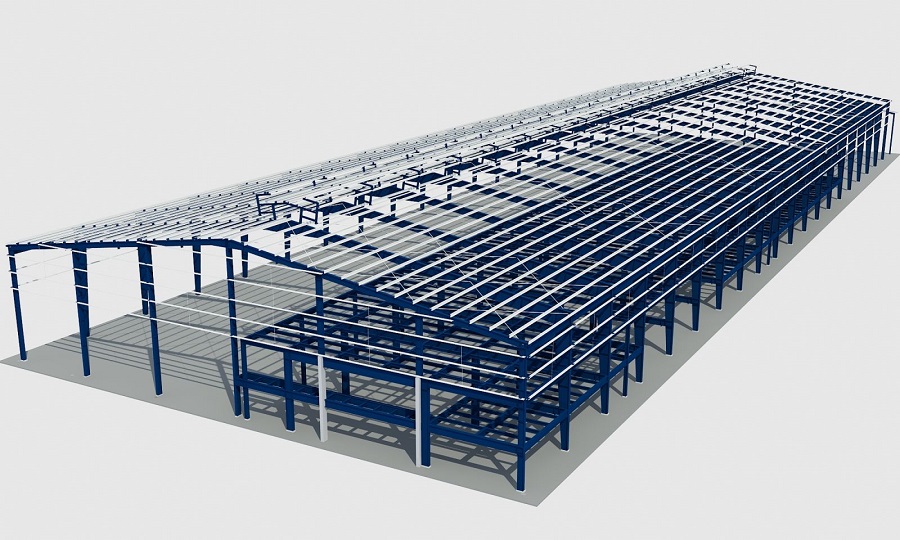
QUÁ TRÌNH CHẾ TẠO KẾT CẤU THÉP NHÀ XƯỞNG CÔNG NGHIỆP
Quá trình chế tạo kết cấu thép là một quá trình có nhiều công đoạn nối tiếp nhau, chất lượng sản xuất được đảm bảo phụ thuộc vào việc kiểm soát chỉ số tiêu chuẩn chất lượng của từng công đoạn gia công.
Tại Hưng Nghiệp Phú tiêu chuẩn kết cấu thép gia công lắp đặt nhà xưởng công nghiệp dựa theo yêu cầu kỹ thuật TCVN 170:2007 để nghiệm thu từng chi tiết thép được đưa đến công trình thực hiện thi công.
1. Quy trình sản xuất gia công kết cấu thép
Là một nhà thầu có nhiều năm kinh nghiệm trong nghề chúng tôi đã đề ra quy trình sản xuất khép kính khi bãn vẽ thi công được thông qua. Quy trình sản xuất chế tạo kết cấu thép nhà xưởng thông qua các bước.

Bước 1: Làm sạch thép tấm trước khi sử dụng;
Bước 2: Cắt thép theo qui cách;
Bước 3: Tổ hợp dầm I;
Bước 4: Hàn dầm tự động;
Bước 5: Nắn thẳng cánh dầm;
Bước 6: Nắn thẳng dầm;
Bước 7: Cắt chuẩn chiều dài dầm;
Bước 8: Khoan lỗ liên kết dầm;
Bước 9: Làm sạch kết cấu trước khi sơn;
Bước 10: Sơn hoàn thiện trước khi xuất xưởng.
Các chi tiết lắp ráp nhà xưởng sau khi qua các bước trên sẽ được chúng tôi vận chuyển đến công trình. Được sựu hướng dẫn của ban chỉ huy công trình tiến hành lắp đặt thi công.
Vật liệu chế tạo kết cấu thép nhà xưởng là loại thép theo đúng yêu cẩu của thiết kế: Thép tấm cường độ Fy = 34,5kg/cm2 và thép hình các loại Fy = 24,5kg/cm3.
Vật liệu hàn gồm que hàn, dây hàn, thuốc hàn và khó bảo vệ phải phù hợp tiêu chuẩn AWS D1.1-2022 và chứng chỉ nhà chế tạo cung cấp. Mẫu vật liệu hàn sẽ được lưu giữ.
Xác định vật liệu và kiểm tra: Tất cả vật liệu sử dụng phải được kiểm tra theo các thông số kỹ thuật của vật liệu theo các yêu cầu của dự án hoặc hợp đồng.
Kiểm tra vật liệu sẽ được thực hiện theo kết hoạch kiểm tra và thử nghiệm nhằm đảm bảo phù hợp với tiêu chuẩn áp dụng và các yêu cầu kỹ thuật.
Tấm thép được làm phẳng trước khi cắt nếu độ phẳng của tấm thép vượt quá dung sai cho phép sẽ được làm phẳng bằng máy làm phẳng tấm.
Dụng cụ đo kiểm kích thước nên là các dụng cụ đã được kiểm tra và chấp thuận bởi bộ phần QS QC. Đường cắt phải chính xác và sạch xỉ. Dau khi kẻ biến dạng có thể dùng máy cắt tự động hoặc cắt bằng tay. Bề mặt cắt không nên có các rãnh bởi bộ phận QS QC.
2. Chuẩn bị vát và gá lắp
Vát cạnh cũng có thể sử dụng đầu cắt khí. Theo dõi và kiểm soát để hạn chế khiếm khuyết bề mặt. Mai cũng được sử dụng để đảm bảo cạnh được phẳng. Kiểm soát chính xác rất quan trọng để hạn chế công đoạn mài bề mặt
Cạnh hàn và kích thước phải theo bản vẽ chế tạo đã được chấp thuận và theo qui trình hàn. Trong trường hợp xung đột giữa bản vẽ và quy trình hàn chi tiết trong qui trình hàn sẽ được ưu tiên.
Trong trường hợp không thể thực hiện việc chuẩn bị biến dạng như trong qui trình hàn trưởng bộ bận sẽ cung cấp giải pháp. Tát cả bề mặt chuẩn bị hàn và các vùng lân cận sẽ phải sạch dầu, bụi bẩn, gỉ sét và những vật lạ mà có thể ảnh hưởng đến kim loại hàn hoặc kim loại cơ bản.
Các phần trước khi lắp phỉa được kiểm tra kích thước biến dạng khe hở và góc vát khi gá trước khi hàn phải trong dung sai cho thép nếu ngoài dung sai phải sửa lại đúng theo bản vẽ. Cánh và bụng của khung thép có thể được nối tuy nhiên không nên nối quá hai mối nối trên cũng một cấu kiện. Không được phép nối trên các bát mặt bích và gân tăng cứng.
Hàn kết cấu thép: các ký hiệu mối hàn và laoij hàn cho theo ký hiệu hàn trên bản vẽ gia công và phải phù hợp với tiêu chuẩn AWS A2.4 ký hiệu cho hàn thép kim loại màu và kiểm tra không phá hủy.
Chuẩn bị hàn trước khi hàn hình dạng và kích thước của gốc vát sẽ được xác định bởi bản vẽ thi công và quy trình hàn. Bụi bẩn, dầu mỡ, hơi ẩm… Hàn sản phẩm được thực hiện theo qui trình hàn đã được chấp nhận. Sau mỗi lớp hàn, xỉ hàn và các vẩy bắn tóe sẽ được làm sạch để không ảnh hưởng đến lớp hàn kế tiếp.
Tất cả các mối hàn giáp mép hàn hai mặt phải được đào sau từ mặt kia và vùng đào phải được kiểm tra bằng trực quan. Việc hàn sẽ được thực hiện theo qui trình hàn đã được phê duyệt và được kiểm tra khuyết tật bề mặt như chồng mí, cháy chân… phần gia cường mối hàn sẽ không vượt quá giá trị nêu trong bản vẽ chế tạo và tiêu chuẩn áp dụng. Tất cả các khuyết tật hàn phải lọai bỏ hoàn toàn.
Nắn lại: Trước khi hàn một số phương pháp được sử dụng để nắn lại các biến dạng, ảnh hưởng bởi gá kẹp và nhiệt cung cấp khi hàn để bảo đảm dung sai khi gia công. Sau khi hàn việc biến dạng ngòai dung sai nên nắn lại sử dụng các phương pháp cơ khí và gia nhiệt.
3. Tạo lỗ cho kết cấu
Quá trình tạo lỗ có thể thực hiện trước hoặc sau khi lắp ráp. khoan lỗ, đột có thể được sử dụng trong khi tạo lỗ. không được phép tạo lỗ bằng phương pháp cắt khí.

Dung sai vị trí lỗ theo bảng 4.5

Nếu dung sai lỗ vượt quá yêu cầu, đắp lại bằng hàn, sau đó mài phẳng và tạo lỗ mới.
Dung sai kích thước lắp
Dung sai lắp đặt theo bảng 4.6

Trạng thái cong và gợn sóng sau khi hàn phải được nắn thẳng, dung sai cho phép trong bảng 4.7:

4. Sơn phủ kết cấu thép
- Yêu cầu chung
- Sản phẩm phải được đục sạch xỉ, mài bo góc cạnh.
- Chuẩn bị bề mặt bằng các phương pháp bắn cát, bắn hạt kim lọai hoặc các dụng cụ làm sạch theo tiêu chuẩn ISO 8501-1: 1988
- Lớp sơn lót sẽ được thực hiện phù hợp với các yêu cầu và tiêu chuẩn áp dụng.
- Độ dày lớp sơn lót khi khô phải đúng theo những yêu cầu trong hợp đồng và phù hợp với tiêu chuẩn TCXDVN 334: 2005.
- Lớp sơn phủ sẽ được thực hiện phù hợp với các yêu cầu và tiêu chuẩn áp dụng.
- Độ dày lớp sơn phủ khi khô phải đúng theo những yêu cầu trong hợp đồng và phù hợp với tiêu chuẩn TCXDVN 334: 2005.

5. Sửa chữa khi sơn
Trầy xước lớp phủ: Sửa chữa các trầy xước ở lớp sơn phủ theo những yêu cầu chuyên biệt của người giám sát.
Làm sạch tất cả các lớp sơn bị trầy xước và chà các gờ cạnh để không tạo các bề mặt thay đổi đột ngột, sau đó sơn một lớp sơn phủ.
- Hư lớp sơn lót
Sửa chữa các trầy xước ở lớp sơn lót theo những yêu cầu chuyên biệt của người giám sát.
Nếu lớp lót bị tróc hoặc phơi ra trầy xước, làm sạch lớp sơn phủ và lớp sơn lót khu vực trầy xước. Có thể cần đến máy móc, chà nhám các bề mặt cần sửa chữa để không tạo ra các thay đổi bề mặt đột ngột, sau đó sơn lại từng lớp theo yêu cầu chế tạo.
- Kiểm tra
Kiểm tra sơn sẽ được thực hiện theo bản trình tự kiểm tra và nghiệm thu.
6. Kiểm tra và nghiệm thu
Khi nhận hàng sẽ được kiểm tra với lượng giao thực tế về số lượng, đặc tính kỹ thuật của sản phẩm v.v. Nếu vật tư thực cấp có sự khác biệt nhưng tương đương với yêu cầu thì người kiểm tra phải liên lạc với bộ phận quản lý dự án để xin ý kiến chấp thuận.
Kiểm tra cơ tính của vật liệu phải được thực hiện cho các lọai thép sử dụng gia công cho bản cánh, bụng và mặt bích của các cấu kiện cột, kèo hoặc dầm cầu trục. Đối với các lọai thép hình chỉ tiến hành kiểm tra cơ tính vật liệu khi chúng được sử dụng để gia công cột, kèo và chi tiết dầm cầu trục, sự kiểm tra phải được tiến hành bởi đơn vị thứ 3 có thẩm quyền. Sự kiểm tra sẽ được tiến hành theo tần suất mỗi loại một mẫu trên mỗi 10 tấn vật tư. Các chi tiết phụ khác như gân tăng cứng, bát đỡ xà gồ … không cần phải kiểm tra cơ tính.
Kiểm tra bằng trực quan để đánh giá độ gỉ sét, phân lớp bề mặt, các hư hại cơ học v.v.. Các vị trí bề mặt bị nứt, phân lớp, các khuyết tật do cán phẳng nằm ngoài dung sai cho phép cần phải loại bỏ hoặc sửa chữa lại trước khi dùng để gia công.
Nhân viên kiểm tra chất lượng được phép yêu cầu làm sạch vật liệu để kiểm tra bằng cách phun thổi hoặc các phương pháp khác. Kết qủa kiểm tra được ghi trong bảng Báo cáo kiểm tra vật liệu.
![]()
7. Nghiệm thu chế tạo kết cấu thép
Yêu cầu kiểm tra nghiệm thu phải được thực hiện cho từng giai đoạn và đảm bảo rằng mọi cấu kiện đã được nghiệm thu theo đúng yêu cầu kỹ thuật và bản vẽ kèm theo. Mọi kết qủa nghiệm thu đều phải được ghi lại.
Công tác cắt và sửa gờ cạnh cho các bản thép và mặt bích phải được kiểm tra bằng trực quan. Các cạnh sau khi cắt phải được được mài bỏ các xỉ thép, các gờ và vết lõm. Các cạnh dù cắt bằng bất kỳ phương pháp nào cũng phải đảm bảo độ vuông cạnh và phải được kiểm tra.
Công tác đục lỗ trên bản thép: công tác khoan lỗ trên cấu kiện phải được kiểm tra bằng trực quan. Các lỗ phải mài bỏ gờ cạnh và phải phẳng cạnh. Vị trí và kích thước lỗ phải theo đúng bản vẽ.
Gá lắp và tổ hợp: Công tác kiểm tra kích thước của các bản thép và mặt bích phải được thực hiện trước khi gá tổ hợp. Các bản thép được ráp nối phải đảm bảo thẳng và đủ kích thước sau khi hàn.
Các giằng tạm thời và bản gia cường có thể được sử dụng để gông thẳng cấu kiện.
Bề mặt của các bản thép phải được kiểm tra trước khi gá. Các bề mặt này phải sạch xỉ thép, gỉ, vết dầu, sơn để chuẩn bị hàn. Bề mặt thép phải phẳng, không có gờ, vết nứt và các khuyết tật khác có thể ảnh hưởng đến chất lượng và cường độ của mối hàn.
Khi gá các dầm H và mặt bích phải kiểm tra gá lắp và ghi các kết qủa vào Báo cáo kiểm tra gá lắp. Các cấu kiện đã được nghiệm thu phải được đánh dấu để dễ nhận dạng.
Hoàn thiện tổ hợp và hàn: Sau khi tổ hợp và hàn, các thông số sau đây cần phải được kiểm tra để đảm bảo nằm trong dung sai cho phép.

- Độ thẳng dọc trục của dầm hoặc cột bằng phương pháp căng dây.
- Vị trí các lỗ phải đúng theo bản vẽ.
Kiểm tra hoàn thiện phải được tiến hành và ghi kết qủa trong Báo cáo kiểm tra hoàn thiện. Các cấu kiện được chấp nhận nghiệm thu phải được đánh dấu tại vị trí dễ nhận dạng.
- Nghiệm thu hàn
- Nhân viên kiểm tra chất lượng phải đảm bảo rằng mọi đường hàn đều theo đúng quy trình hàn đã được phê duyệt.
- Nhân viên kiểm tra phải đảm bảo rằng mọi thợ hàn đang làm việc đã được tuyển chọn phù hợp với các yêu cầu áp dụng tương ứng. Những yếu tố này phải được kiểm tra lại với bản đăng ký thợ hàn.
- Vật tư hàn phải được kiểm tra để đảm bảo phù hợp với quy trình hàn và mọi thông số ghi chú của nhà sản xuất đã được đáp ứng. Không được sử dụng các que hàn bị lỗi vào qúa trình gia công.
- Những thông số sau đây cần phải được chú ý và kiểm tra.
8. Quy trình hàn
- Kích thước và chiều dài đường hàn
- Yêu cầu kiểm tra đường hàn bằng mắt thường.
- Nghiệm thu sơn phủ:
Công tác làm sạch bề mặt: Việc làm sạch bề mặt được kiểm tra bằng trực quan kết hợp với phương pháp so sánh. Công tác nghiệm thu làm sạch bề mặt được tiến hành và kết quả kiểm tra phải được ghi chú trong bản báo cáo nghiệm thu làm sạch bề mặt.

- Công tác sơn:
Các thông số như lọai sơn, kiểm tra độ dày lớp sơn lót và sơn phủ phải được đo và ghi chú trong bản báo cáo nghiệm thu sơn.
Chiều dày khô (DFT) của lớp sơn lót và sơn hoàn thiện đều phải được kiểm tra. Với các kết cấu dài cứ mỗi khỏang độ dài nhỏ hơn hoặc bằng 5 mét là một vùng đo, mỗi vùng đo phải tiến hành ít nhất 5 điểm đo. Giá trị đo tại mỗi vị trí được tính bằng trung bình cộng của 3 lần đo trong phạm vi đường tròn 12mm.
GIỚI THIỆU ĐƠN VỊ CUNG CẤP DỊCH VỤ TƯ VẤN THIẾT KẾ & THI CÔNG UY TÍN
Tầm quan trọng của các đơn vị thi công là không thể phủ nhận, uy tín của họ sẽ đảm bảo chất lượng và tính thẩm mỹ cho công trình của bạn. Hiện nay, có rất nhiều đơn vị cung cấp dịch vụ thiết kế và thi công để đáp ứng nhu cầu xây dựng ngày càng tăng cao tại nước ta. Do đó, việc tìm kiếm một đơn vị uy tín không phải là điều dễ dàng và đòi hỏi bạn phải dành thời gian tìm hiểu. Trong quá trình lựa chọn, bạn cần tìm hiểu thật kỹ và đảm bảo rằng đơn vị đi cùng phải có chuyên môn cao, nhiều năm kinh nghiệm, có hợp đồng ký kết rõ ràng, chi phí minh bạch,... Để giúp khách hàng tiết kiệm thời gian tìm kiếm, Công ty TNHH Đầu tư Xây dựng Hưng Nghiệp Phú tự tin rằng sẽ là sự lựa chọn tốt nhất dành cho bạn.

Công ty TNHH Đầu tư Xây dựng Hưng Nghiệp Phú với sứ mệnh cung cấp các giải pháp và dịch vụ tốt nhất, xây dựng cộng đồng thịnh vượng cùng khách hàng, Hưng Nghiệp Phú đang từng bước khẳng định thương hiệu của mình thông qua sự hợp tác chân thành, với đội ngũ lãnh đạo có năng lực đạo đức, sáng tạo, chuyên môn cao và tầm nhìn chiến lược. Hưng Nghiệp Phú sở hữu đội ngũ nhân viên lành nghề, trình độ cao sẽ mang đến cho khách hàng những công nghệ chất lượng tốt nhất.
Công ty TNHH Đầu tư Xây dựng Hưng Nghiệp Phú - chuyên thi công các công trình dân dụng và công nghiệp. Chúng tôi mong muốn đồng hành cùng khách hàng trong các dự án xây dựng cũng như các thủ tục liên tục như sơ đồ quy hoạch, xin giấy phép xây dựng, hoàn thiện thủ tục, xin cấp chứng chỉ phòng cháy chữa cháy,... Nếu bạn có bất kỳ thắc mắc nào hoặc đang có nhu cầu thiết kế, hoàn thiện thủ tục, hãy liên hệ ngay với chúng tôi để được tư vấn miễn phí!
>>> Xem thêm:
_____________________
THÔNG TIN LIÊN HỆ:
![]() Facebook: Công ty TNHH Đầu tư Xây dựng Hưng Nghiệp Phú (興業富)
Facebook: Công ty TNHH Đầu tư Xây dựng Hưng Nghiệp Phú (興業富)
![]() Đường dây nóng: 1800.3368 (Miễn phí)
Đường dây nóng: 1800.3368 (Miễn phí)
![]() Trang web: xaydunghungnghiepphu.com
Trang web: xaydunghungnghiepphu.com
![]() Gmail: kinhdoanh01@xaydunghungnghiepphu.com
Gmail: kinhdoanh01@xaydunghungnghiepphu.com
![]() Địa chỉ: Số 2034D, tổ 22, Kp. Phước Thái, P. Tân Khánh, TP. Hồ Chí Minh
Địa chỉ: Số 2034D, tổ 22, Kp. Phước Thái, P. Tân Khánh, TP. Hồ Chí Minh
------
Nguồn: Tổng hợp từ Internet